
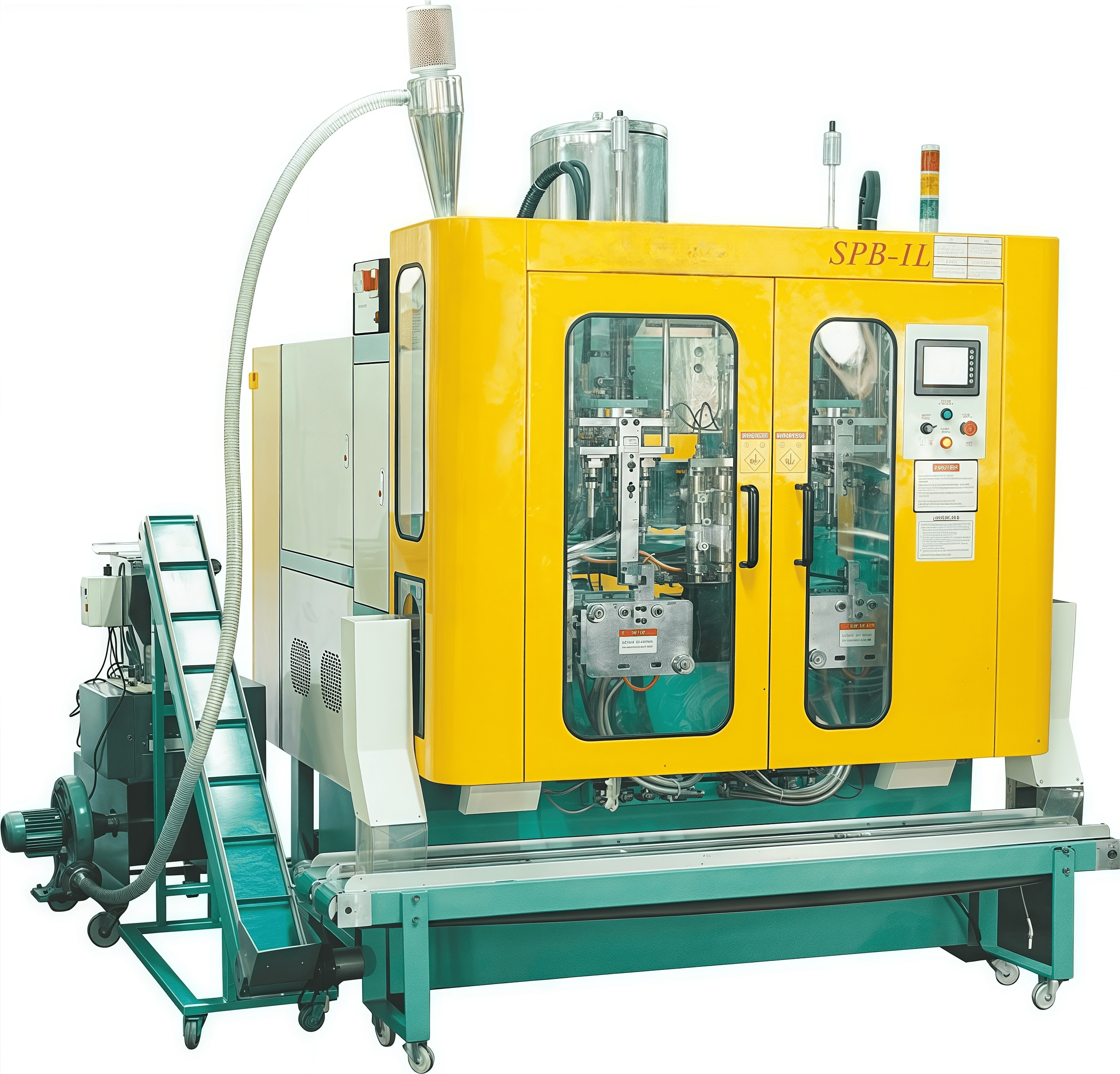
1L Extrusion Blow Molding Machine
1. Introduction
Extrusion blow molding remains the dominant method for manufacturing hollow plastic containers ranging from 100 mL to over 200 L. For the 1L segment—commonly used for shampoo, detergent, edible oil, and beverage bottles—the demand for precision, speed, and sustainability drives continuous innovation in machine design. Unlike injection blow molding, EBM offers lower tooling costs and greater flexibility in resin selection (e.g., HDPE, PP, PETG), making it ideal for mid- to high-volume production.
2. Machine Configuration and Working Principle
A typical 1L EBM machine consists of three core subsystems:
- Extrusion unit: A single-screw extruder (L/D ≈ 25–30) melts and homogenizes thermoplastic pellets, delivering a continuous parison through a die head.
- Mold clamping & blowing unit: Two or more mold halves close around the parison; compressed air (0.6–1.0 MPa) inflates it into the cavity.
- Control & auxiliary systems: PLC-based controllers manage temperature zones, extrusion speed, blow timing, and ejection.
For 1L applications, machines often adopt reciprocating screw or continuous extrusion with accumulator assist to balance throughput and parison stability. Modern models integrate servo-hydraulic clamping and fast-response die gap control to minimize sag during parison drop—a critical factor for consistent wall distribution in tall, narrow bottles.
3. Key Technical Challenges and Solutions
3.1 Parison Sag and Wall Thickness Control
At 1L capacity, even minor parison sag can cause bottom thinning or neck distortion. Advanced systems employ real-time parison programming via programmable die actuators, adjusting mandrel position based on pre-set thickness profiles. Some manufacturers use AI-driven feedback from vision sensors to dynamically correct deviations.
3.2 Cycle Time Optimization
Target cycle times for competitive 1L production range from 5.5 to 7 seconds. This is achieved through:
- Rapid mold closing (<1.2 s) using high-response hydraulic or electric actuators
- Multi-stage blowing (pre-blow + main blow) to reduce inflation time
- Efficient cooling channels in molds (water-cooled copper inserts)
3.3 Energy and Material Efficiency
Recent 1L EBM machines feature regenerative hydraulics, variable-frequency drives (VFDs), and low-back-pressure extruders, cutting energy use by 15–20%. Lightweighting strategies—enabled by precise wall control—reduce resin consumption without compromising drop-test performance.
4. Applications and Market Relevance
The 1L format dominates in:
- Household & personal care: Liquid soap, shampoo, hand sanitizer
- Food & beverage: Cooking oil, vinegar, juice bottles
- Pharmaceuticals: Syrup and reagent containers requiring leak-proof integrity
According to industry data (WENKH, 2026), global demand for 0.5–2L blow-molded bottles grows at ~4.2% CAGR, driven by e-commerce packaging and single-use convenience trends in emerging markets.
5. Future Trends
Emerging directions include:
- All-electric 1L EBM machines for cleanroom compatibility (e.g., medical use)
- Integration with inline recycling: Use of up to 30% post-consumer recycled (PCR) HDPE
- Digital twins for predictive maintenance and process simulation
- Modular design enabling quick changeover between 500 mL, 1L, and 1.5L formats
6. Conclusion
The 1L extrusion blow molding machine represents a mature yet rapidly evolving segment where precision engineering meets sustainability. By leveraging smart controls, advanced materials, and lean manufacturing principles, next-generation systems will continue to deliver high-quality, cost-effective solutions for fast-moving consumer goods—proving that even “small” bottles drive big innovation.
-
Posted in
Industrial chiller




{kind=link}